
回到首页 |
订单进度查询 |
采购、招商及招聘 |
材料和配件,二手市场,瑕疵品处理 |
Les Paul吉他相关知识及制造过程 |
目录
一,贴面下料
二,琴体下料
三,贴面打外形
四,琴体开内部槽
五,琴体打背面
六,合桶
七,琴体打弧面
八,琴体清边钻孔打外形
九,琴体打磨
十,琴体钻侧孔
十一,琴颈下料
十二,琴颈打背面
十三,琴颈打正面
十四,琴颈开调节杆槽和打外形
一,贴面下料
1,材料:宽度180mm-200mm,厚度19mm-26mm的木板。
2,设备:工厂:推台锯,直线锯或修边机、压刨、砂光机、拼板机。DIY者,小工坊:手锯、雕刻机、风炮夹。
3,加工过程:(1)截长度:工厂使用推台锯,DIY与工坊使用手锯,将木板截成450mm长。
(2)配色:根据纹路,颜色状况,将截好长度的料每两块配成一套。
(3)齐边:工厂使用直线锯,或修边机,将木板需要粘接的面加工平。DIY和小工坊可将木板固定于台面上,用铣刀将需要粘接的边铣平,注意(1)铣刀切销尺寸不超过2mm。(2)铣刀需来回走一遍。这样铣出的边才平。
(4)拼板:工厂使用拼板机,DIY、工坊使用风炮夹,将拼板胶按比例调好,均匀涂在粘接面上,放于设备上,夹紧设备。至少5小时后,可取下材料。
(5)加工平面和厚度:工厂使用压刨和砂光机,将拼好的板表面加工平,厚度加工到16mm.,DIY、工坊可使用雕刻机,先将一面铣平,再翻过来,铣另一面,把平面和厚度加工出来。
二,琴体下料
1,材料:宽度340mm-400mm的料或宽度180mm-200mm的料。,厚度50mm的木板。 2,设备:同贴面下料
3,加工过程:(1)截长度:同贴面下料。
(2)配色:同贴面下料。宽度340以上的整体料无需配色。
(3)齐边:同贴面下料。宽度340以上的整体料无需齐边。
(4)拼板:同贴面下料。宽度340以上的整体料无需拼板。
(5)加工平面和厚度:工厂使用压刨和砂光机,将拼好的板表面加工平,厚度加工到44.5mm.,DIY、工坊可使用雕刻机,先将一面铣平,再翻过来,铣另一面,把平面和厚度加工出来。
三,贴面打外形
1,设备:雕刻机
2,材料:下好料的贴面
3,加工过程:(1)将材料放在雕刻机台面上,拼板线与台面上的中线重合,固定材料。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
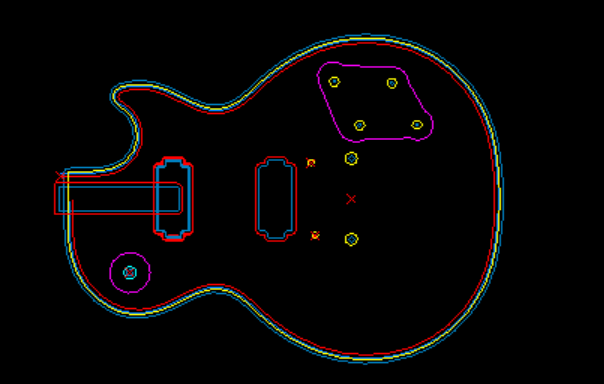
四,琴体开内部槽
1,设备:雕刻机
2,材料:下好料的琴体料
3,加工过程:(1)将材料放在雕刻机台面上,放置位置在加工区域的中心,固定材料。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
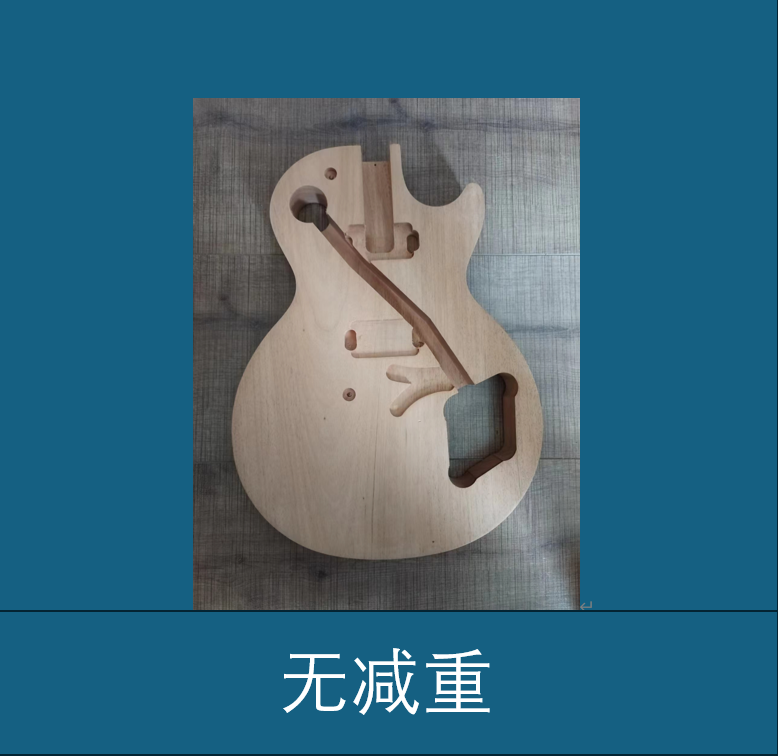
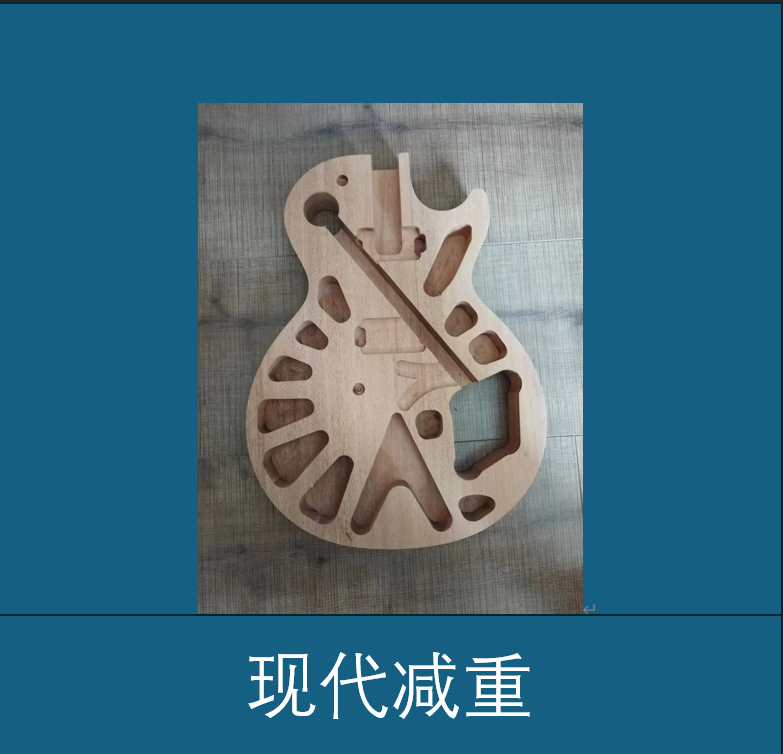
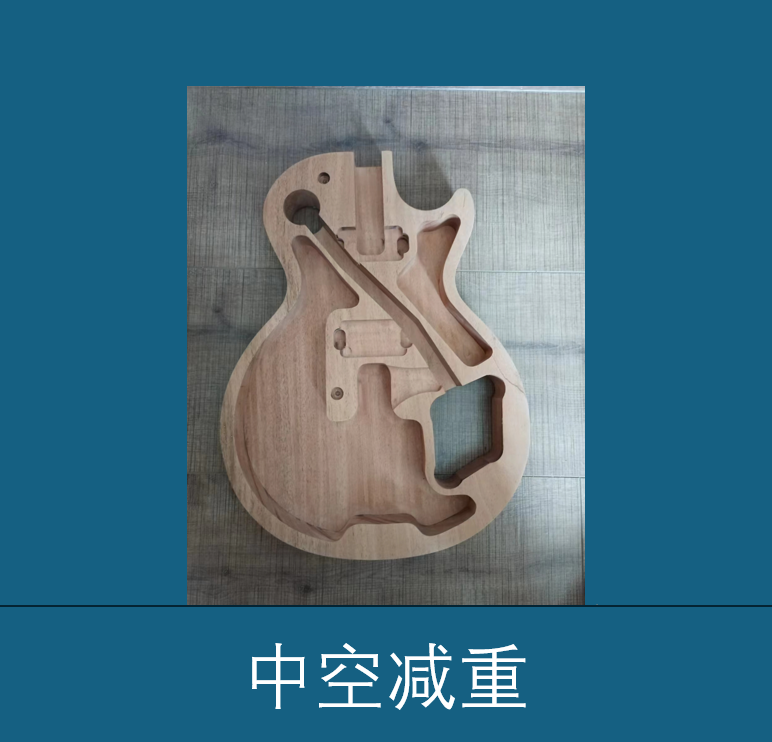
4:琴体内部开槽根据不同的减重方式,选择不同的刀路。
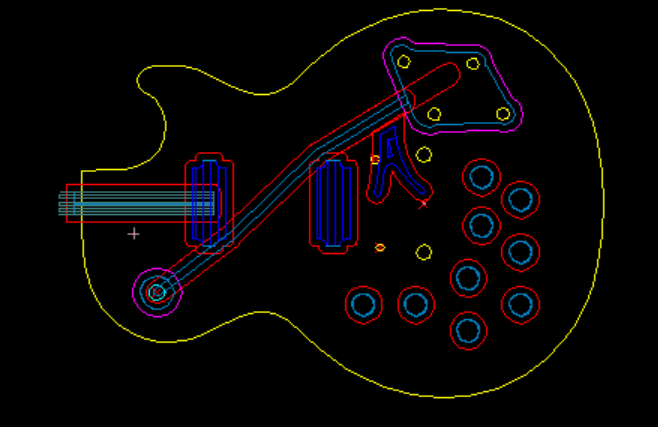
减重方式

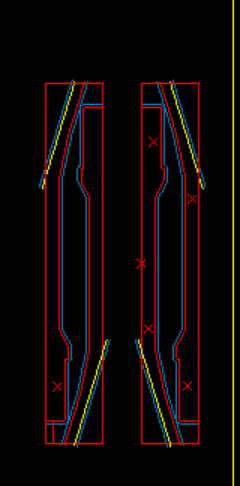
五,琴体打背面
1,设备:雕刻机
2,材料:开好内部槽的琴体料
3,加工过程:(1)将材料按工装定位,放在雕刻机台面上,固定材料。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
4:根据产品型号,选择不同的刀路。

六,合桶
1,设备:压力机
2,材料:雕刻完成的贴面和琴体料
3,加工过程:(1)将拼板胶按比例调好,均匀的涂在琴体表面。
(2):放入定位销,将贴面与琴体品合在一起。
(3):将合好的琴体放入压力机,压紧,5小时后可取出。
七,琴体打弧面
1,设备:雕刻机
2,材料:合好的桶
3,加工过程:(1)将合好的桶按工装定位,放在雕刻机台面上,固定好。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工

八,琴体清边钻孔打外形
1,设备:雕刻机
2,材料:打好弧面的桶
3,加工过程:(1)将打好弧面的桶按工装定位,放在雕刻机台面上,固定好。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
4:根据产品型号,选择不同的刀路。
九,琴体打磨
1,设备:工厂:平面打磨机,立轴打磨机,压砂机。DIY和工坊:小砂光机
2,材料:雕刻完成的桶
3,加工过程:依次将连接口、侧板窝部,侧板,背面,面板磨平。
4,打磨时,先用60-80目砂带将刀痕打掉,再使用120目砂带将琴体表面打平,再用240目砂带将砂纸印打磨掉。
十,琴体打侧孔
1,设备:平台钻
2,材料:打磨好的琴体
3,加工过程:将琴体放在平台钻的工装上,缓缓向前推动平台,直至开孔器钻穿琴体侧板,再拉回平台,取下琴体。
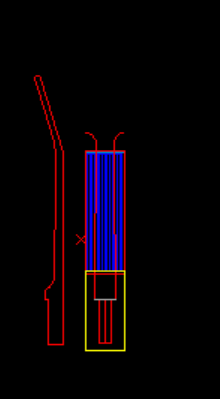
十一,琴颈下料
1,设备:雕刻机
2,材料:750mm*120mm*90mm柄料
3,加工过程:(1)将柄料按工装啊定位,放在雕刻机台面上,固定好。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
4,由于设备及刀具限制,需要两侧加工,第一侧加工后,将材料翻过来,按工装位置放好,固定,再导入雕刻程序,加工另一侧。
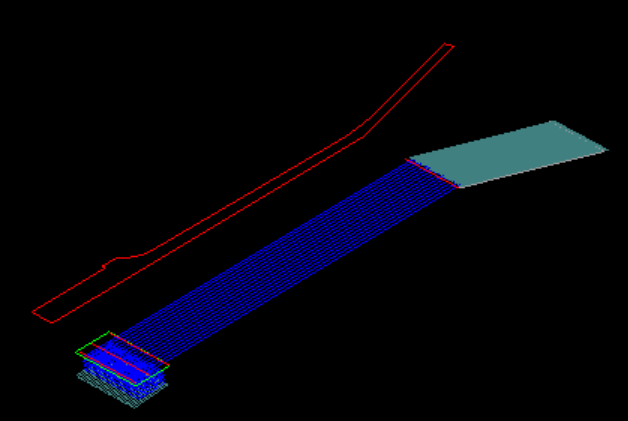
十二,琴颈打背面
1,设备:雕刻机
2,材料:下好的柄料
3,加工过程:(1)将柄料按工装啊定位,放在雕刻机台面上,固定好。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
十三,琴颈打正面
1,设备:雕刻机
2,材料:打好背面的柄料
3,加工过程:(1)将柄料按工装啊定位,固定好。
(2):导入雕刻程序,调整原点高度,加工速度。启动雕刻机进行加工
Les Paul 吉他制作教程
对教程内容有任何疑问,可扫码添加微信咨询。 
地址:山东省青岛市胶州市三里和街道双岭幸福街1号 |
 |
 |
|
电话/微信:18562767911 邮箱:poseidonguitar@126.com |